





ข้อดี
► 100% (40 ℃) รอบการทำงาน;
► กระแสตัดสามารถปรับได้อย่างต่อเนื่อง เหมาะสำหรับการเชื่อมทั้งแผ่นบางและแผ่นหนา
► มันจะหยุดตัดโดยอัตโนมัติเมื่อขาดแรงดันอากาศหรือแรงดันไฮดรอลิกเพื่อป้องกันไฟฉายจากการไหม้
► มีขั้วต่อสัญญาณอาร์คซิงค์และขั้วต่อสัญญาณแรงดันอาร์คซึ่งง่ายต่อการตัดอัตโนมัติและเหมาะอย่างยิ่งสำหรับการจับคู่กับเครื่องควบคุมเชิงตัวเลขและหุ่นยนต์
► สามารถปรับความลาดเอียงของการตัดกระแสไฟฟ้าได้เพื่อป้องกันความเสียหายของหัวฉีดและอิเล็กโทรด
► สัญญาณอาร์คโดดเด่น สัญญาณแรงดันอาร์ค การควบคุมการจ่ายอากาศ และฟังก์ชันเอาท์พุตแรงดันอาร์ค ทำให้เหมาะอย่างยิ่งสำหรับการตัด CNC และหุ่นยนต์
► ใช้งานได้สองเครื่องพร้อมกัน เพิ่มกระแสเอาต์พุตเป็นสองเท่าเพื่อตัดวัสดุที่มีความหนาเป็นพิเศษได้ดี
► การตั้งค่าที่ใช้เครื่องจักร จอแสดงผลดิจิตอลทำให้เหมาะเป็นพิเศษสำหรับเครื่องจักรและหุ่นยนต์ที่ใช้
พารามิเตอร์หลัก
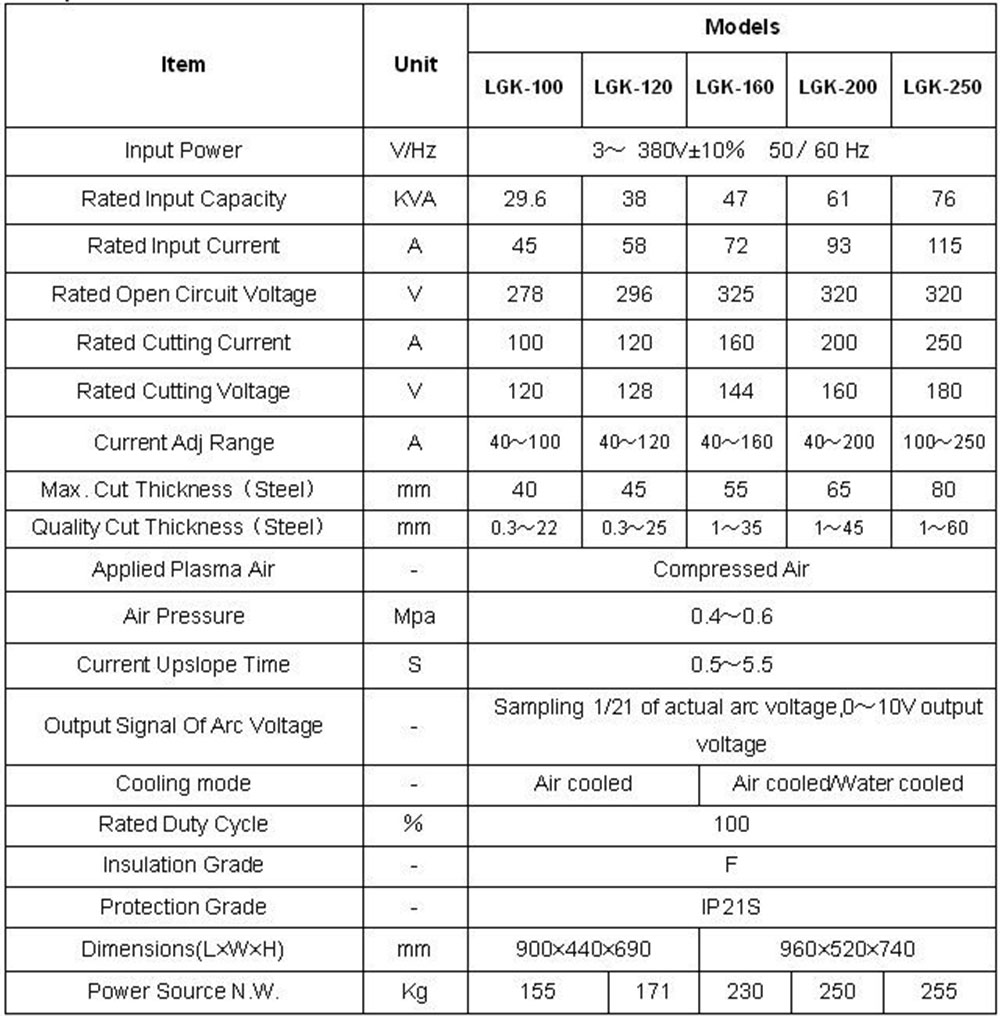
2. สภาวะก๊าซในพลาสมา
ช่วงแรงดันใช้งาน:0.4MPa~0.6MPa
แรงอัดของท่อจ่ายก๊าซ: ≥1MPa
มิติภายในท่อจ่ายแก๊ส: ≥Φ8
ฟลักซ์จ่ายก๊าซ: ≥180L/min
กรองน้ำออกจากแก๊สแล้วใส่เครื่องตัด
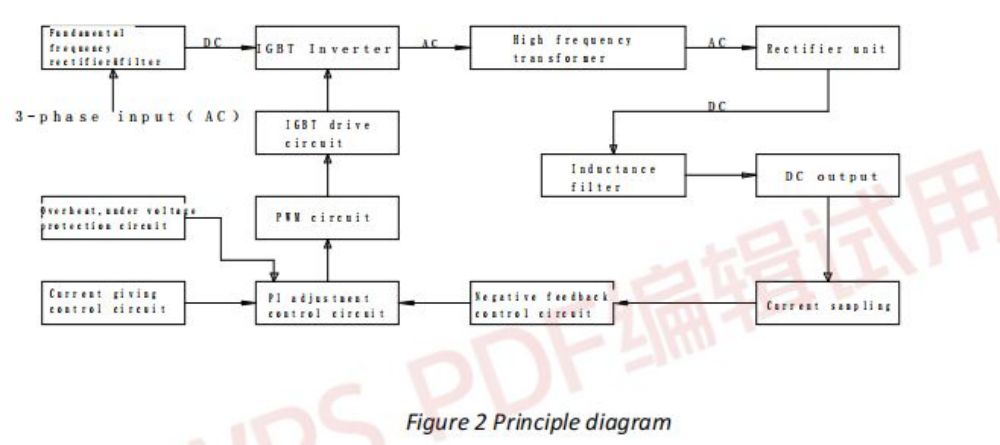
หลักการทำงาน
วงจรควบคุมของเครื่องตัดใช้ชิ้นส่วนอิเล็กทรอนิกส์ IGBT ขั้นสูงเป็นส่วนประกอบสวิตช์อินเวอร์เตอร์หลักไฟ AC สามเฟสถูกแปลงเป็นกระแส DC ความถี่สูง 20KHz หลังจากแก้ไขโดยวงจรเรียงกระแสสามเฟสจากนั้นภายใต้การทำงานของอินเวอร์เตอร์ IGBT กระแส DC จะกลับเป็นกระแส AC ความถี่สูง ซึ่งจะเปลี่ยนกลับเป็นกระแส DC หลังจากประสบกับการลดแรงดันไฟฟ้าในหม้อแปลงความถี่สูง การแก้ไขกระแสในไดโอดกู้คืนอย่างรวดเร็วกระแสไฟตรงนี้ถูกกรองผ่านเครื่องปฏิกรณ์ และได้รับกระแสไฟตัดออก
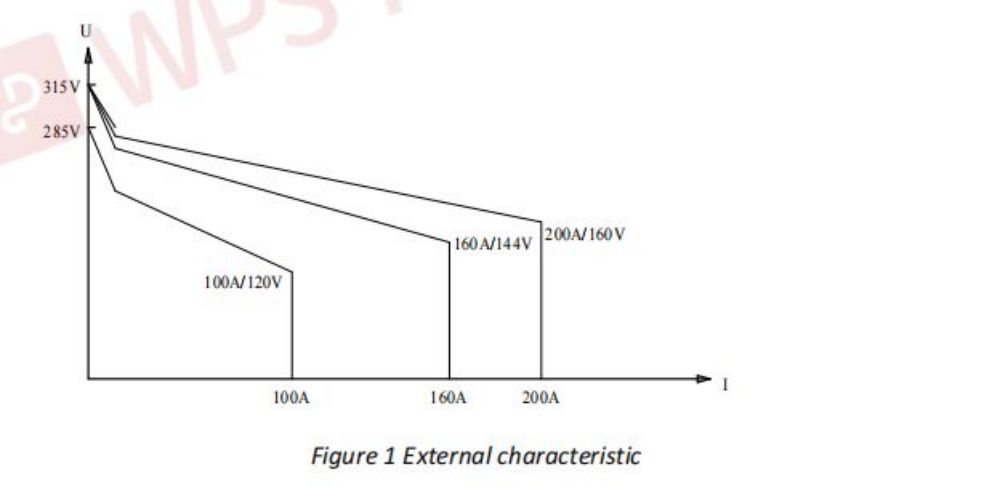
วงจรควบคุมสามารถควบคุมกระแสไฟขาออกได้โดยการควบคุมความกว้างของพัลส์ขับเคลื่อนกระแสไฟตัดตามเวลาจริงซึ่งได้มาจากเซ็นเซอร์กระแสไฟฟ้าที่เชื่อมต่อกับขั้วต่อเอาต์พุตเป็นอนุกรม ใช้เป็นสัญญาณควบคุมการป้อนกลับเชิงลบหลังจากเปรียบเทียบกับสัญญาณการปรับกระแสแล้ว สัญญาณควบคุมเชิงลบจะถูกส่งไปยังวงจรรวมสำหรับการปรับ PWM จากนั้นพัลส์การขับขี่ที่ควบคุมจะถูกส่งออกเพื่อควบคุม IGBTดังนั้นจึงสามารถรักษากระแสไฟขาออกให้คงที่ได้ และได้รับลักษณะภายนอกของกระแสไฟขาออกที่สูงชันและคงที่ส่วนโค้งที่โดดเด่นเลือกโมเดลที่โดดเด่นที่มีความถี่สูงมาใช้วงจรหลักอ้างอิงจากภาคผนวกรูปที่ 1 และแผนภาพหลักการของวงจรควบคุมแสดงดังรูปที่ 2
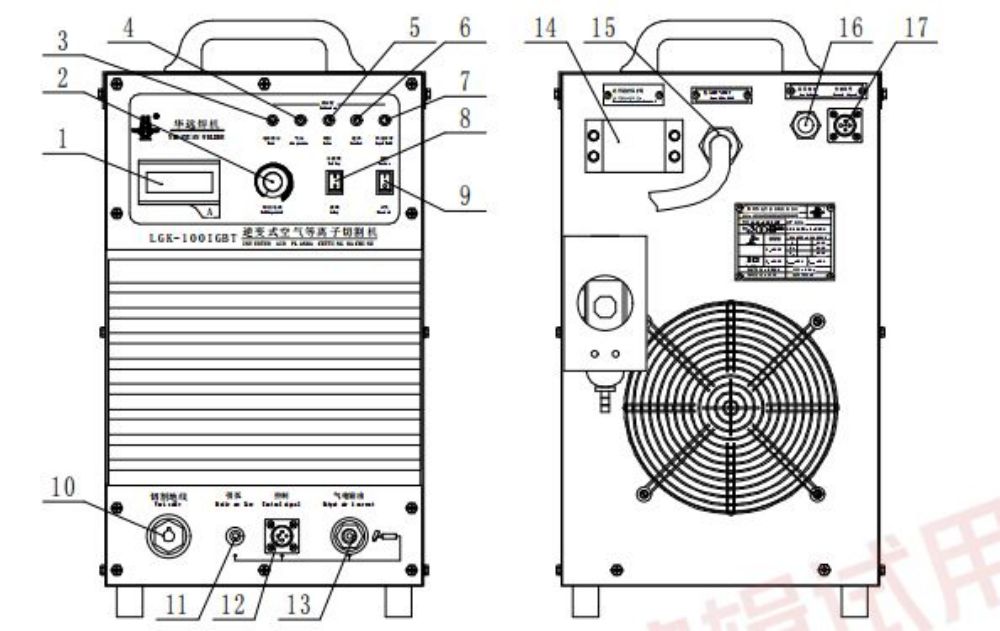
แผงควบคุมและฟังก์ชั่น (LGK-100 ดูรูปที่ 3, LGK-160/200/250/300 ดูรูปที่ 4)
1.ดิจิตอลแอมมิเตอร์: แสดงกระแสตัดที่ตั้งไว้ล่วงหน้าก่อนตัด, แสดงกระแสตัดเมื่อตัด
2.ปุ่มปรับกระแสตัด: ปรับกระแสตัด
3.ไฟแสดงสถานะการทำงาน: ระบุว่าเครื่องตัดมีพลังงานหรือไม่
4.ไฟแสดงสถานะแรงดันอากาศ: เปิดเมื่อแรงดันอากาศอัดเกิน 0.2Mpaปิดเมื่อความดันน้อยกว่า 0.15Mpa
5.ไฟแสดงการตัด: เมื่อไฟติดหมายความว่าเครื่องตัดได้เริ่มทำงาน
6.ไฟแสดงการโอเวอร์โหลด: จะติดสว่างเมื่อเครื่องตัดทำงานเกินกำลัง (โดยทั่วไปจะสว่างเมื่อพัดลมระบายความร้อนเสียหาย)
7.ไฟแสดงข้อผิดพลาดอินพุต: เปิดเมื่อแหล่งพลังงานขาดเฟสหรือน้อยกว่า 330VAC
8.สวิตช์เลือกควบคุมแก๊ส: เมื่อเปลี่ยนเป็นตรวจสอบอากาศ วาล์วแก๊สจะเปิดขึ้นเพื่อทดสอบการไหลของแก๊สเมื่อเปลี่ยนเป็นการตัด วาล์วแก๊สจะเปิดระหว่างการตัดโดยอัตโนมัติ
9.สวิตช์เลือกโหมดการทำงานของไฟฉาย: เมื่อเปิด 2-Step ควรกดสวิตช์ไฟฉายที่กระบวนการตัด และการตัดจะหยุดลงหลังจากคลายสวิตช์เมื่อเปิด 4-Step ให้กดสวิตช์ไฟฉายแล้วคลายออก การตัดจะเริ่มทำงาน และจะหยุดหลังจากกดสวิตช์อีกครั้ง
10.เต้ารับตัดสายดิน: เพื่อต่อสายดินตัด
11.ขั้วต่อ Torch Pilot: เพื่อเชื่อมต่อสายไฟนำร่องของคบเพลิง
12.เต้าเสียบควบคุมคบเพลิง: เพื่อเชื่อมต่อสายสัญญาณควบคุมคบเพลิง
13.ขั้วต่อเอาต์พุตอากาศและพลังงาน: ขั้วต่อเอาต์พุตปัจจุบันยังเป็นขั้วต่อเอาต์พุตอากาศอัดเป็นขั้วต่อท่อแก๊สเพื่อเชื่อมต่อไฟฉายระบายความร้อนด้วยน้ำเมื่อใช้ไฟฉายระบายความร้อนด้วยน้ำ และเป็นขั้วต่อสำหรับเชื่อมต่อสายไฟระบายความร้อนด้วยก๊าซไฟฉายเมื่อใช้ไฟฉายระบายความร้อนด้วยอากาศ
14.รูลวดสำรองสำหรับเอาต์พุตแรงดันอาร์ค: ไม่ได้เชื่อมต่อสายไฟเอาต์พุตแรงดันอาร์คเมื่อเครื่องทำงานเสร็จหากจำเป็น โปรดเปิดฝาครอบด้านบนของเครื่องตัด และใช้สายสองแกนเพื่อเชื่อมต่อขั้วต่อสายบนบอร์ดพิมพ์ LGK7-AP5 ซึ่งมีสัญญาณเอาต์พุตสองประเภท หนึ่งคือเอาต์พุต 1:1 และอีกประเภทหนึ่งคือ 1 :20 เอาต์พุตโปรด รูปที่ 3 LGK-100 ฟังก์ชั่นของแผงเชื่อมต่อสายไฟตามความต้องการและให้ความสนใจกับขั้วลบและขั้วบวก
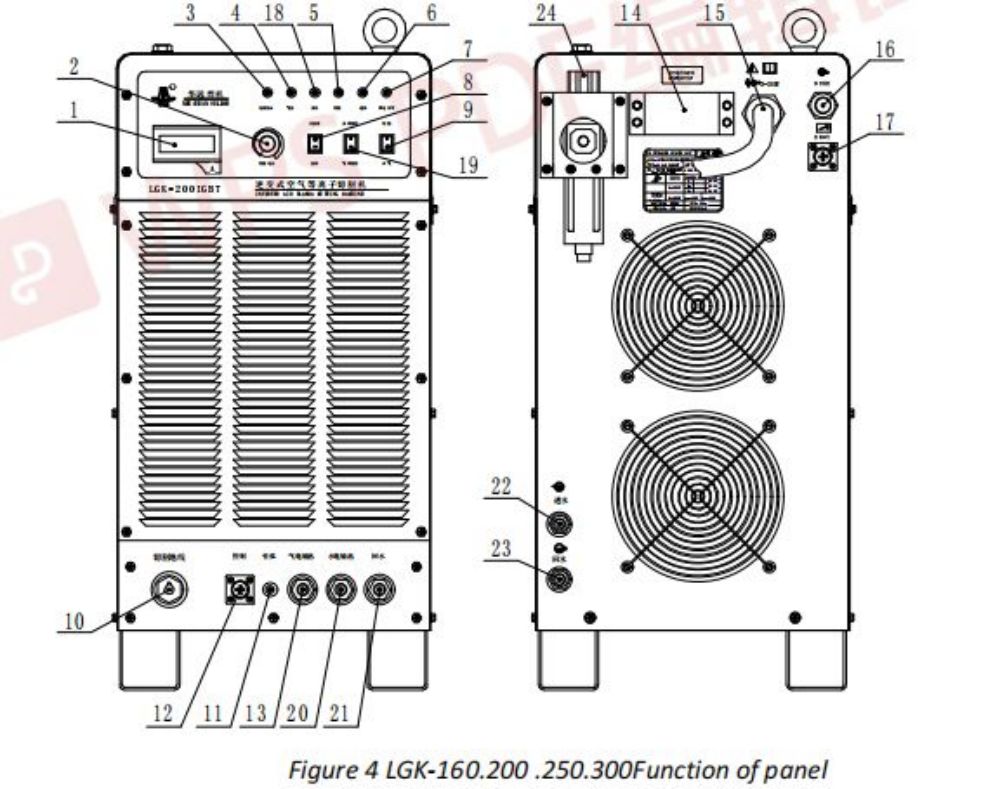
15. ขั้วต่อสัญญาณควบคุม: เพื่อควบคุมอุปกรณ์ตัดอัตโนมัติ
16. สวิตช์แหล่งพลังงาน: ควบคุมการเปิด/ปิดของแหล่งจ่ายไฟ 3 เฟสของเครื่องตัด
17. ตัวกรองควบคุมแรงดันอากาศ: สำหรับปรับแรงดันการทำงานของอากาศอัดและกรองน้ำออกจากอากาศ
18. ไฟแสดงสถานะแรงดันไฮดรอลิก: เชื่อมต่อแหล่งจ่ายน้ำหล่อเย็น เมื่อกระแสน้ำมากกว่า 0.45L/min หลอดไฟจะสว่างขึ้น
19. สวิตช์เลือกไฟฉายระบายความร้อนด้วยแก๊ส/ระบายความร้อนด้วยน้ำ: ไฟฉายระบายความร้อนด้วยแก๊สจะใช้เมื่อเปลี่ยนเป็นการระบายความร้อนด้วยแก๊สเท่านั้น และใช้ไฟฉายระบายความร้อนด้วยน้ำเมื่อเลือกโหมดระบายความร้อนด้วยน้ำ
20. ขั้วเอาท์พุทน้ำ / พลังงาน: ขั้วเอาท์พุทกระแสไฟตัดยังเป็นขั้วเอาท์พุทน้ำที่ใช้เพื่อเชื่อมต่อสายเคเบิลระบายความร้อนด้วยน้ำ
21. ขั้วท้ายไฟฉาย : ใช้สำหรับต่อกับท่อรีไซเคิลน้ำ
22. Backwater Terminal ใช้สำหรับต่อท่อ Recycle แท้งค์น้ำ
23. ขั้วป้อนน้ำ: ใช้สำหรับต่อท่อออกของถังเก็บน้ำ

